

Varmebehandling er et centralt trin i applikationsprocessen for 3D -udskrivning. Indtil videre, uanset hvilken 3D -udskrivningsproces der anvendes, involverer den adskillige metoder til varierende grad, såsom pulverrensning, annealing, posthærdning, ikke -understøttet, poleret, sandblæst og farvet. Varmebehandling er også et vigtigt trin i applikationsprocessen for 3D -trykte dele og kan antage forskellige former afhængigt af de forventede resultater, anvendte materialer og foretrukken teknologi.
I additivfremstilling påvirkes de producerede dele af forskellige temperaturer og gennemgår mere eller mindre vigtige opvarmnings- og køletrin afhængigt af den valgte udskrivningsproces. Disse faser har en direkte indflydelse på dele, der akkumulerer resterende stress. Varmebehandling efter udskrivning er afgørende, da den ikke kun eliminerer defekter, men også påvirker de mekaniske egenskaber ved delene, såsom bøjemodstand, duktilitet og endda endelig hårdhed.
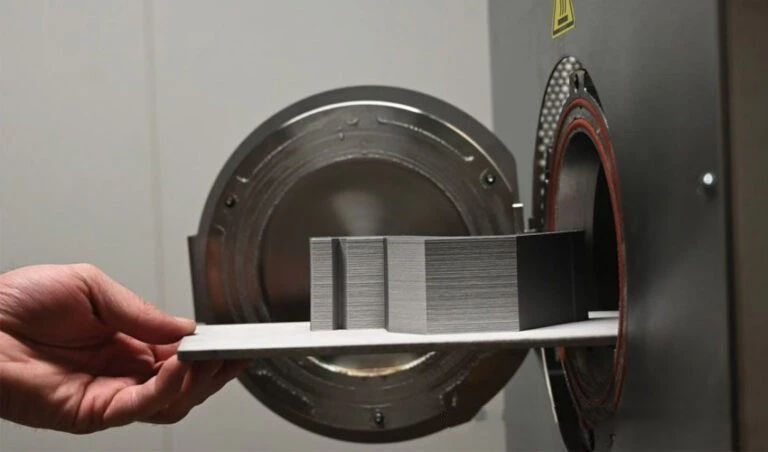
01. Sintring
Sintring er en af de varmebehandlingsmetoder, der kan bruges i additivfremstilling, strengt taget er det mere et kritisk trin i fremstillingsprocessen snarere end en efterbehandlingsmetode. Faktisk er dette et uundværligt og vigtigt trin, når man bruger klæbende sprøjtning eller andre indirekte 3D -udskrivningsmetoder. Ved at bruge disse to processer kan der opnås grønne dele, der indeholder uorganiske eller organiske bindemidler, som i øjeblikket fjernes ved termiske affedtningsmetoder, og derefter kan metallurgisk binding af metalpartikler opnås ved højere temperaturer.
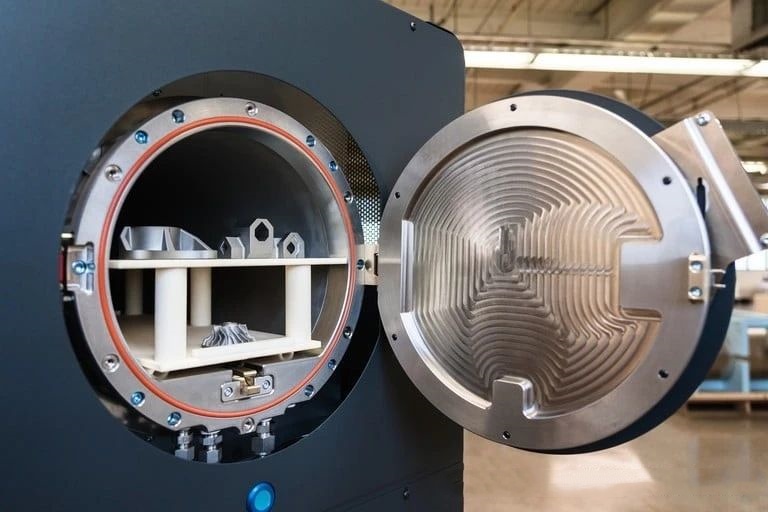
Sintringovnen er et vigtigt udstyr i denne proces, og i øjeblikket bruges vakuum eller atmosfære sintringovne ofte. Førstnævnte undgår oxidation af dele ved høje temperaturer gennem højt vakuum, mens sidstnævnte forhindrer oxidation af dele ved at reducere atmosfæren. Under sintringsprocessen indstilles temperaturen normalt lidt lavere end smeltetemperaturen på det anvendte materiale. Sintringprocessen kan reducere porøsiteten af delen og øge dens hårdhed. Ud over at være egnet til metaludskrivning er denne varmebehandlingsproces også velegnet til keramisk trykning.
Krympning og deformation er vigtige spørgsmål, der skal behandles i dette trin. Under sintringsprocessen optager fjernelse af bindemidlet gradvist det tomme rum af pulvermaterialet, hvilket vil reducere størrelsen på den originale del. På nuværende tidspunkt er det almindeligt at sikre den endelige størrelse af delene ved at forstørre dimensionerne og simulere dem, samtidig med at de kræver visse efterbehandlingsteknikker.
02. Polymer Post Curing
På nuværende tidspunkt kræver fotopolymer 3D -udskrivning også posthærdning for at forbedre sin endelige ydeevne, som er en hærdning eller hærdningsstadium. Harpiks er sammensat af flere monomerer, der ikke er forbundet sammen i flydende tilstand. Når de udsættes for en UV -kilde, vil disse identiske monomerer binde sig sammen for at danne de ønskede komponenter. Efter udskrivning opnår nogle områder muligvis ikke optimal tværbinding, hvilket udgør en risiko for at skade den samlede modstand for udskrivningskomponenten. Det er her hærdningstrinnet kommer i spil, da det fuldstændigt vil afslutte tværbindingsreaktionen.

Når delen er oprettet, rengøres den for at fjerne overskydende ikke -fotopolymeriseret harpiks. Derefter kan delene placeres i egnede maskiner - typisk leverer harpiksvirksomhedsproducenter hærdestationer. Dette er et UV -kammer, der kan hærde trykte komponenter og give dem deres endelige egenskaber. Dette reducerer dens sårbarhed og sænker risikoen for skader. Hærdning kan også fikse farven på harpiksen, hvilket gør det mere sikkert at håndtere. Dele har stærkere styrke over tid, hvilket er afgørende i mange områder.
Den anvendte harpiks eller størrelsen på delene påvirker direkte dette varmebehandlingstrin. I de fleste tilfælde, jo større del, jo længere kræves den hærdningstid.
03. Udglødning i 3D -udskrivning
Denne varmebehandlingsmetode udsætter 3D -trykte komponenter for en bestemt temperatur, der afhænger af de anvendte materialer. Efter opvarmning, gradvist afkølet for at øge dens styrke. Dette er en meget anvendt teknologi til metaller. Nogle plast kan også gennemgå denne udglødning, såsom PLA og PETG. For andre termoplastiske materialer, såsom ABS, er det ikke egnet, fordi varme ofte forårsager overdreven skæv eller deformation.
04. Metalvarmebehandlingsmetoder
Annealing af stressaflastning er en af de almindeligt anvendte varmebehandlingsmetoder til metal 3D -udskrivning, og resterende stress er et uundgåeligt produkt af hurtig opvarmning og afkøling, som er et iboende kendetegn ved smeltningsteknologi med laserpulverbed. Under processen med stressudglødning vil den interne stress gradvist forsvinde eller falde, ledsaget af omarrangement og forfining af materialets krystaller. Dette kan forbedre materialets plasticitet, sejhed og duktilitet, samtidig med at det reducerer dets hårdhed og styrke. Derved forbedrer materialets samlede ydelse.
Derudover kan tempereringsstyrke bruges til 3D -print metaldele, som er en betjening af opvarmning af delene til meget høje temperaturer og hurtigt afkøling af dem, hvilket vil påvirke mikrostrukturen af delene; Slukning kræver normalt brug af væske til at afkøle delene.

Varm isostatisk presning er et andet ekstremt vigtigt trin, der ikke kan sprunges over både rumfart og medicinske anvendelser. Hot isostatisk presning (hofte) er processen med at placere et produkt i en forseglet beholder, anvende lige tryk på produktet i alle retninger og samtidig anvende høj temperatur. Under virkningen af høj temperatur og højt tryk kan produktet sintres og fortættes. Gennem processen med varm isostatisk presning kan defekter fjernes, og mikrostrukturen og mekaniske egenskaber kan forbedres.
3D -udskrivning er kun et aspekt af denne fremstillingsmetode, og dette synspunkt er blevet accepteret af de fleste brugere. Især trinene, der er relateret til efterbehandling eller varmebehandling, er afgørende i påføringsprocessen for dele, der involverer udstyr, temperatur og tidsindstillinger, der direkte påvirker delens endelige ydelse.
Lør nano er en af de bedste leverandører af3D -udskrivningspulverog 3D -udskrivningstjeneste. Vi kan tilbyde metalpulver, legeringspulver til 3D -udskrivning, hvis du har nogen forespørgsel, er du velkommen til at kontakte os på salg03@satnano.com























